全國咨詢熱線
15725312871
濟南旭聯儀器設備有限公司
打造國內外知名試驗機品牌
全國咨詢熱線
15725312871


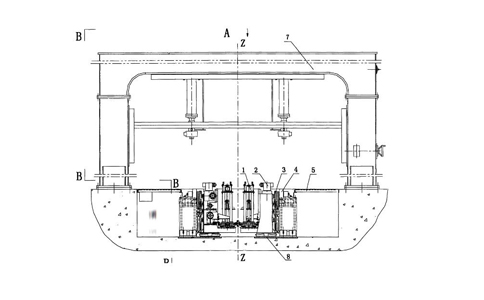
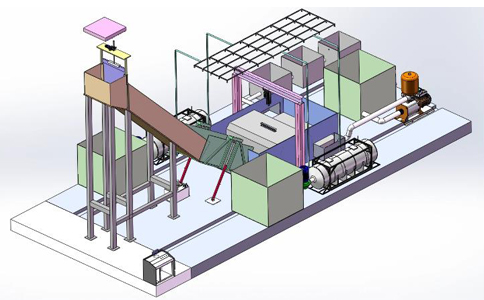
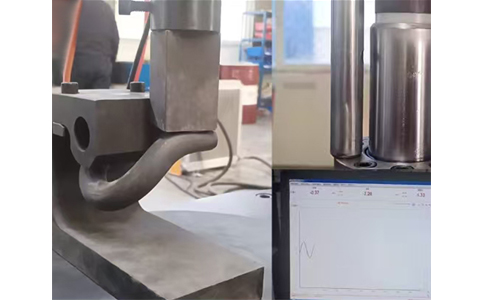
濟南旭聯儀器設備有限公司是一家集試驗機及材料力學特性檢測設備設計、制造、銷售并提供相應的維護服務的綜合性試驗機研發制造單位,我單位致力于為用戶提供高質量的試驗設備,精準的試驗數據,幫助解決各行各業的技術研發、質量控制和壽命試驗。我們的試驗設備用于評定材料的機械(力學)性能和結構測試,包括拉伸、壓縮、彎曲、疲勞、沖擊、動力學、扭轉和多軸加載。且提供設備校準、標定、培訓、技術支持和實驗室管理援助等。TEL:0531-85966136 ···
多年研發 生廠經驗為您提供多種產品解決方案
產品通過ISO9001質量管理體系認證
旭聯自成立以來,累積了豐富的生產研發經驗,擁有現代化的生產車間,集試驗機研發、設計、生產為一體,旭聯擁有專業的研發生產能力和雄厚的生產實力,是您合作的優選。

產品用料和加工工藝,公司擁有先進的檢測技術和完整的質量控制系統,嚴格遵照ISO9001國際質量認證體系管理和控制生產過程,確保產品合格率。

專業技術團隊,數十道精密加工工藝,年生產量可達千余臺,完全滿足您的供貨要求,國內優質儀器的購入,和高端研發人員的引進,使試驗機更加持久、耐用,大大提高客戶滿意度和回頭率!

歡迎廣大新老客戶惠顧,旭聯客戶角度出發,積極保障客戶利益。保質/保量/及時完成您的供貨要求。多種服務支持和貼心政策:輔導經銷商進行產品銷售;提供新產品試銷;支持非標產品需求化定制。歡迎廣大新老客戶惠顧,旭聯100%從客戶角度出發,積極保障客戶利益。保質/保量/及時完成您的供貨要求。多種服務支持和貼心政策:輔導經銷商進行產品銷售;提供新產品試銷;支持非標產品需求化定制。
在線咨詢:

服務時間:
24小時在線為您服務